








- Ультрагукавы гудок
- Ультрагукавая машына для зваркі пластыка
- Ультрагукавая машына для зваркі металу
- Ультрагукавая швейная машынка
- Ультрагукавая прылада для рэзкі
- Ультрагукавы гамагенізатар
- Ультрагукавы генератар
- Ультрагукавы пераўтваральнік
- Ультрагукавая кропкавая зварка, ручная зварка
- Ультрагукавая машына для герметызацыі шлангаў
- Ультрагукавая машына для павароту
- Машына для зліву вады
- Фланец









01




Як распрацаваць формы для ультрагукавой зваркі (зварачныя галоўкі)
Ключавыя дэталі дызайну
Ультрагукавая зварачная форма (зварачная галоўка) з'яўляецца асновай перадачы энергіі. Яе канструкцыя арыентавана на тры асноўныя вымярэнні: акустычнае супадзенне, структурная адаптацыя і апрацоўка матэрыялу. Гэтыя фактары непасрэдна вызначаюць якасць зваркі і стабільнасць абсталявання. Ключавыя моманты наступныя:
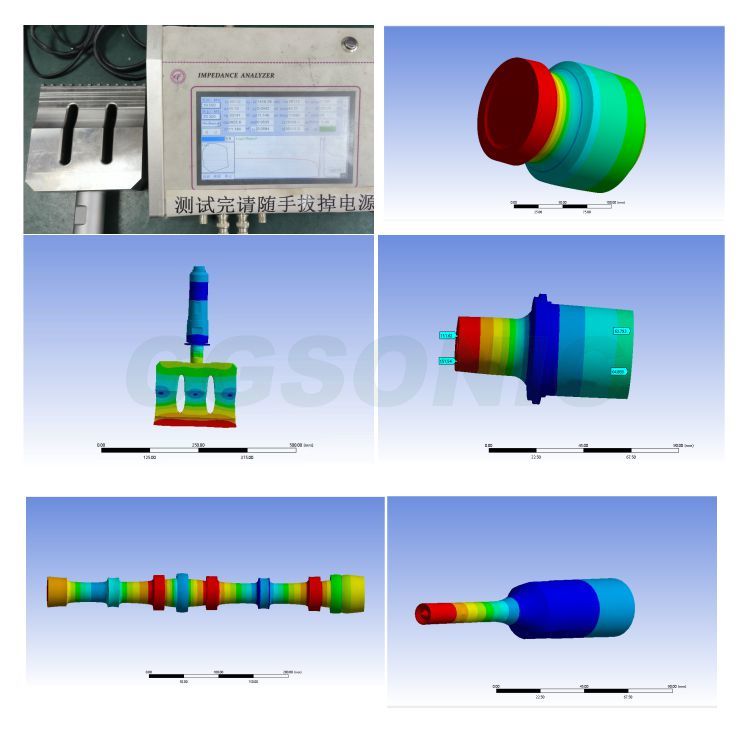
I. Параўнанне акустычных характарыстык (асноўная перадумова)
Зварачная галоўка павінна выступаць у якасці рэзанатара і быць дакладна падабранай да частаты абсталявання, каб пазбегнуць страты энергіі і пашкоджання абсталявання. Рэжымы вібрацыі аптымізаваны з дапамогай акустычнага мадэлявання, каб забяспечыць раўнамернае размеркаванне амплітуды і ліквідаваць канцэнтрацыю напружанняў. Амплітуда рацыянальна ўстанаўліваецца ў залежнасці ад цвёрдасці зварачнага матэрыялу, адначасова кантралюючы каэфіцыент узмацнення амплітуды, каб збалансаваць эфектыўнасць зваркі і тэрмін службы формы.
II. Паверхня зваркі і агульная канструкцыя
Канструкцыя паверхні зваркі павінна збалансаваць канцэнтрацыю энергіі і абарону прадукту: неабходна дадаць схемы накіравання энергіі для факусоўкі энергіі і паскарэння зваркі; неабходна выкарыстоўваць пазіцыянаванне і надзейныя канструкцыі для прадухілення зрушэння прадукту або зваротнага размяшчэння. Зоны, якія не выкарыстоўваюцца для зваркі, павінны быць ачышчаны, з... скошаныя або закругленыя краі, каб прадухіліць пашкоджанне вырабу і расколіны ў форме. Агульная канструкцыя павінна збалансаваць лёгкую вагу і калянасць; некрытычныя ўчасткі можна зрабіць пустымі, а формы з доўгімі ручкамі павінны мець узмацняльныя рэбры для прадухілення дэфармацыі.
III. Выбар і апрацоўка матэрыялаў
Матэрыялы павінны мець баланс паміж акустычнымі характарыстыкамі, трываласцю і зносаўстойлівасцю: тытанавыя сплавы падыходзяць для высокадакладных вырабаў у вялікіх аб'ёмах; алюмініевыя сплавы прапануюць высокую эканамічную эфектыўнасць і падыходзяць для вытворчасці ў малых і сярэдніх аб'ёмах; інструментальная сталь выкарыстоўваецца для зваркі цвёрдых матэрыялаў і матэрыялаў, якія змяшчаюць шкловалакно. У залежнасці ад уласцівасцей матэрыялу ўжываецца адпаведная тэрмічная апрацоўка або апрацоўка паверхні для паляпшэння зносаўстойлівасці і тэрміну службы формы.
IV. Ключавыя моманты падключэння і праверкі
Паверхня злучэння з амплітудным трансфарматарам павінна дакладна падыходзіць, каб забяспечыць канцэнтрычнасць і эфектыўнасць перадачы энергіі. Пасля завяршэння праектавання праводзяцца мадэляванне, пробныя зварныя выпрабаванні і тэрмін службы, каб пераканацца, што якасць зваркі і стабільнасць формы адпавядаюць стандартам. Для паляпшэння адаптыўнасці прадукту і зніжэння выдаткаў можа быць выкарыстана модульная канструкцыя.